|
|
|||||||||
|
| Contact |
| Jana 54 |



|
|
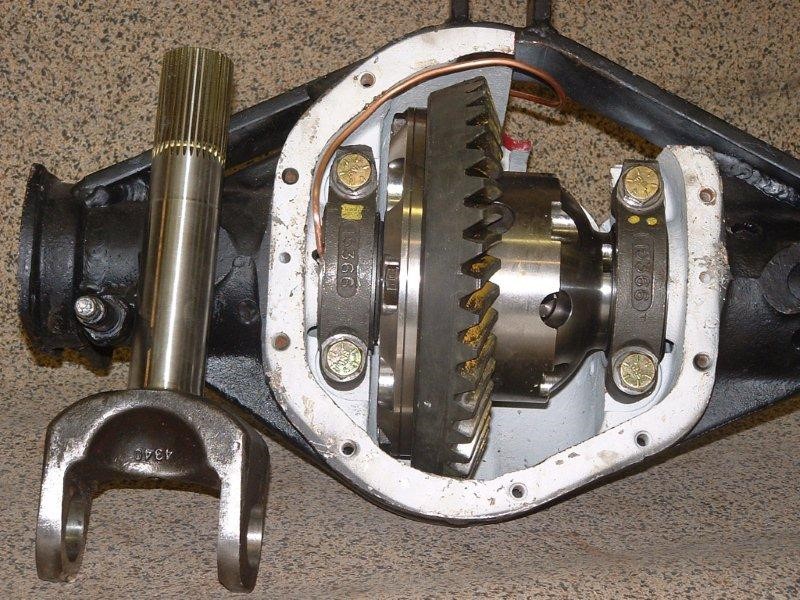
Jana 54 - Installation Guide |
|
OVERVIEW
Congratulations you are about to install a 44% stronger ring & pinion into your differential. I must say, however this installation is not suggested for a 1st time Ring and pinion Installer. I would suggest a minimum of 4 ring & pinion set-ups experience prior to doing this modification. This kit is designed to be installed without machine work if all the proper parts are purchased. Good metal fabrication skills are a must. If you do not have a collection of bearing pullers, drivers, grinders, micrometers, dummy bearings, press, vice etc. you probably should not be doing this job.
|
| 35 spline ARB Jana 54 |
With that said let's get going, I as much as you, hate instructions that are either too detailed or not detailed enough. Generally I want to see a good picture and the basics and I'll get right to it; however there are some steps in this conversion that must be done in the correct order or bearings and seals will be permanently destroyed. Now, I know you don't want to review 16 pages of procedures to find two torque specs and a couple of critical dimensions. So I will provide a Three step set of instructions, 1st I will give an overview of operations, 2nd detail it all, and the reasons things are done in such order & some hints, and 3rd a check list so you can go along and not paint yourself in a corner, or more importantly discover you have to grind something and the only way to prevent getting grit into your new bearings & locker will be to completely disassemble the unit wasting hours of rework & clean up time.
The basic order of operations will be to:- Grinding the housing for ring gear clearance
- Grind the carrier bearing snout to clear a narrower bearing
- Pinion Bearing adapter Install.
- Partial pinion install
- Carrier Install & bearing preloads.
- Gear Pattern.
- Pinion Preloading
- Pinion seal
- Ring Gear and carrier Final install
- Cover Install
- Break-in
- Have Fun
(1) Grinding the housing
Safety: In the next step you could breathe in enough cast iron dust to make your nose bleed, this is normal and you will recover but it's certainly not necessary. I highly recommend a dust mask or at least a handkerchief over your nose. Ear protection is also a must.
Safety: A full face grinding shield must be worn with goggles to protect your eyes. The wind created by a 4.5" angle grinder in the housing will hurl the grit right at your face.
- After removing all old D44 parts take the D50 ring gear and try to get it in the housing. Grind slightly on the bottom but mostly on the top until it goes in easily, then pull .020" shim out from behind a bearing on an old D44 carrier. This will make the carrier easier to slip in and out of the housing. Install just the D50 ring gear on an old D44 carrier with just 4 bolts. Then verify you can install gear & carrier assembly. Grind as necessary. Make a little extra clearance to the left as the ring gear will later be moved that way about 1/8" to clear the larger pinion. Note: Depending on which carrier you have you may have to drill the ring gear bolts holes out to 7/16"


These pics show how little grinding is required at the top and bottom to clear the ring gear. Hints: At this point I can't emphasize enough that having a set of dummy carrier bearings will save an immense amount of time, energy, and frustration. Also using an old open carrier as a dummy carrier will save getting grinding grit into your new locker, and pulling the spider gears out can make it a bit lighter and easier to work with. If you did not purchase one of my Narrow bearing dummy bearings you could sand down the journals of the dummy carrier for the same effect. - If you don't have dummy bearings a set can be made out of your old bearings by sanding or honing the insides out until the bearings glide on and off of the carrier bearing snouts. Glide means that you can slip it on and off by hand, but it would not fall off under its own weight, thus there is no clearance or play when slipped on. This can also be done with a hardware store flap wheel sander in a drill. I usually sand around evenly for a minute and then check for fit, repeating this step 3 to 10 or more times until I get the perfect slip fit. If your old bearings are worn a few thousands or are slightly different dimensionally you can adjust later with the new bearings and shims, at least you will be very close as you move towards final assembly.
(2) Grinding the carrier
You will be placing a thin race and bearing onto the flange (ring gear side of carrier) to get correct spacing.
- Grind about 1/16" off of the carrier bearing snout on the ring gear side that the thin bearing assembly will be going onto such that it does not protrude beyond the thickness of the cone with no shims installed. If you grind the snout till the original chamfer disappears it should be sufficient.
- Now install the thin bearing on the ring gear side with no shims and install the gear on the carrier and place in the housing, and see if it will rotate freely. This will verify clearance with all shims out of the left side; use a pry bar on the right side race to push if over then stack loose shims between race and housing to get a rough amount of shim thickness. Some housing may require some grinding to clear the ribs on the case and or the ring gear bolts. Then remove carrier and place this shim stack under the right side bearing. Then test fit assembly into housing. At this point you don't want any bearing preload, so can you slip it in and out many times for fitment. Add or remove shims until you get a slip fit. I usually put enough shims in so that it just taps in and I can almost pull it out by hand.
(3) Pinion adapter bearing install.
Note: The pinion race has a step machined into it so that it will set in the bore farther to accept the larger diameter ring gear.
- Using a die grinder remove material from the inside of the shoulder until the stepped portion of the race will just pass through it. Use wet paint or gear marking compound to mark out the area to be ground, by placing it on the adapter bearing and pressing it in and out of the housing to leave a mark on the shoulder.


J54 PINION RACE INSTALL
Using scribe lay out a guide circle to grind to. Darken pocket shoulder with layout dye or black sharpie. See Sketch. Die grind shoulder to edge of scribed circle. Use .100 step in gauge to verify depth. Casting must not touch stepped edge of gauge. Clearance for housing bore is 2.800" plus , Step in race is machined to 2.795" giving .005" clearance.Note: Ignore that the following sketch says D60 and use above dimensions
When gauge goes completely around original bore without touching the casting you are ready. Now I don't expect anyone other than a few tool & die makers to be able to grind within .005" So LATER we will fill in any excess gap with epoxy having the same compressive strength as cast Iron. . Also be sure to grind in the 4 epoxy relief notches or the bearing may hydro lock on installation and create an improper pinion depth.
Deburr edge of step with sand paper leaving slight chamfer .010". Install race in housing WITHOUT epoxy to verify no interference fit. . Very carefully tap race into Pinion pocket, be very careful to go in evenly as the radius is not as generous as the factory bearing and will shave into the pocket wall if not installed strait.
- Now to grind the housing to clear the pinion slinger.
- Install pinion tail bearing cup spacer with large beveled side against shoulder, then install tail bearing cup.
- Install the beveled Slinger onto the pinion shaft, and press on pinion head bearing. (Or dummy head bearing if purchased.) (Also If you have an old used Pinion tail bearing now would be a good time turn it into a dummy bearing ) Place pinion in hole and mark around slinger as pictured. This is the lay out for the grinding necessary to clear the beveled pinion flinger. Then place 3/4" wide tape into pinion bearing hole to simulate the width of the pinion bearing as pictured, grind from this depth out approximately 15 degrees to clear for beveled slinger. Use liberal amounts of gear marking compound on slinger to mark and grind for clearance as pictured. Grind until you can install the pinion, and rotate it without touching the housing. This can be done without the pinion tail bearing installed for initial check fits, but verify with tail bearing installed.

Figure 1: High Pinion clearance marking 
Figure 2: High Pinion bearing simulation 
Figure 3: High Pinion gear marking compound for clearance grinding Note: Due to clearance issues this system does not use any baffles.
Note: Do not install the seal, pinion bearing preload shims or seal ring at this time or you will just ruin them. Tighten the pinion nut until you are close to proper pinion preload. This is close enough for a starting point to install ring gear and get the pattern set up.
Final Install of Pinion Adapter race. Have all tools necessary for the next steps laid out and ready to go, prior to mixing epoxy! Once it is mixed you only have about 3-5 minutes to spread it out and it begins curing in 20 min.
!Read all remaining steps then come back to this step and mix epoxy, work fast.!Place a smooth thin layer completely around each mating surface, both the step on the bearing and the ground out bore of the housing. Cover surfaces but do not use excessive amount. No epoxy is necessary in the original housing bore or on the original race OD. When the race is in about 75% to 90% in wipe out any excess epoxy, thenTake the pinion with a well greased bearing on it and install it with the tail bearing and yoke andthe non locking pinion nut. Torque down till you cannot rotate the pinion any more with two hands, (but no tighter) Using a large center punch in the center of the pinion gear drive the head down with a couple of hard blow with a large hammer. If the pinion now rotates you squeezed a little more epoxy out from behind the shoulder, repeat torque and hammer steps until bearing race is fully seated. Take a 20 minute break while epoxy cures then disassemble and clean off excess epoxy.
Note: This new design places the pinion depth shims between the head of the pinion and the pinion bearing instead of between the pinion race and housing. Race goes in and stays in.
(4) Partial Pinion Install
Now it's time to clean up all the messes and reorganize your bench. Thoroughly wash all grinding residue from all housing cavities and axle tubes. Clean out your dummy bearings and carrier. Get things clean like you're going to assemble an engine!
- Install Pinion with a starting depth shim pack of .040" under the pinion head bearing.
- Now is a good time to also install your axle tube seals before you forget.
(5) Carrier
Install with a starting shim pack of .040" under the thin ring gear side bearing, and the remainder of shims determined earlier under the pinion side bearing. This should give you and excess of back lash when you install the ring gear and carrier assembly, so as not to chip any teeth, giving you a fair place to start you gear set up.
(6) Gear Pattern
- For this step, set up the ring and pinion as you would normally do, shimming the pinion in or out for correct gear wear pattern keeping the back lash in specs.
- Don't worry about pinion preload shims yet but keep nut tightened for proper pinion bearing preload.
- Once you are happy with the pattern, remove the dummy carrier and install your Locker with the dummy bearings to get the backlash correct again, Torque the ring gear bolts to 65 FT-lbs., and then switch to the final bearings setting your carrier preload. Dam that thing is heavy! Then unfortunately remove it again and set it aside.
(7) Pinion Preload setting
- Add .060" of shims and use this as a starting point to set up the correct Pinion preload.
- Add and subtract shims until torque to rotate pinion is between 14-19 in-lbs. Use an old pinion nut or plain nut for this step.
(8) Seal and install
- Remove Pinion yoke.
- Install seal.
- Install seal pinion yoke. Note: The inner seal lip rides on your pinion yoke just past the chamfer. Make sure this area is free from nicks, and polish.
- Install yoke, using a new pinion nut & torque to 200-225 ft-lbs.
(9) Ring & carrier install
Install as normal

|
| Note: pics are Dana 60 but similar. |
(10) Cover Install
Install cover with 2 bolts, verify by turning pinion that there is no rubbing, clearance if necessary. Then install cover as typical.

|
| Note: pics are Dana 60 but similar. |
Note: Add break-in oil. I recommend using standard 90wt GL5 for the 500 mile break-in period then Amsoil severe gear 75W140 (SVT) for general use, or Severe Gear 250 (SRT) for rock crawling and desert racing. If you didn't purchase this with the kit it can be ordered at http://www.amsoil.com/ search for SVT or SRT and use sponsoring dealer # 1704698 at checkout. Typically arrives in 1-2 days.
(11) Break in
Follow standard break in procedures, 500 miles before hard use and never more than 25 miles at a time without a 15 min cool down.
Note: for a good dissertation on break in procedures please go to New Gear Break-In.
(12) You are now JANA HYGRADED
Now go out and wheel it like you stole it and enjoy the strength of the JANA HYGRADE
CHECK LIST
- Grinding the housing for ring gear clearance.
- Use the D50 ring gear by itself and try to get it in the housing. Grind slightly on the bottom but mostly on the top until it goes in easily, then install just the D50 ring gear on the D44 carrier with just 4 bolts, and verify you can install it, grind as necessary.
- b. Use dummy bearings and or carrier while grinding.
- Grind the carrier bearing snout to clear a narrower bearing.
- Grind about 1/16" off of the carrier bearing snout on the ring gear side
- Install the thin bearing on the ring gear side with no shims and install the gear on the carrier and place in the housing, check fit.
- Pinion Bearing adapter Install
- Die grind pinion bearing shoulder for step clearance.
- Grind housing for pinion slinger clearance.
Note: BIG TIME CLEAN UP NOW!
- Partial pinion install
- Install Pinion adapter race with epoxy.
- nstall Pinion with a starting depth shim pack of .040"
- Install Axle Tube Seals
- Carrier Install & bearing preloads
Install with a starting shim pack of .040" under the thin ring gear side bearing
- Gear Pattern
- Pinion Preloading
- Add .060" of preload shims to start.
- Add and subtract shims until torque to rotate pinion is between 14-19 in-lbs.
- Pinion seal
- Remove yoke
- Install seal
- Verify and or Polish seal surface of yoke and install.
- Install new pinion nut, torque to 200-225 FT-lbs
- Ring & carrier install
- Install as normal
- If not using Jana cover girdle, do yourself a favor and at least bottom tap carrier cap bolt holes and use 1/4" longer Grade 8 bolts torqued to 80 FT-lbs.
- Cover Install
- Install standard cover or follow instructions in Jana Cover Girdle kit.
- Add oil. I recommend Amsoil severe gear 75W140 for general use, and Severe gear 250 for rock crawling and desert racing.
- Break in: Follow standard break in procedures, 500 miles before hard use. Yeah, like that ever happens.
- Drive it like your King of the Hill.
Copyright Jantz Engineering, All rights reserved.
|